Engineering Standard 2.0
Precision in Motion
The Triple-Action Fine-Blanking process allows us to achieve 100% sheared surfaces without tearing.
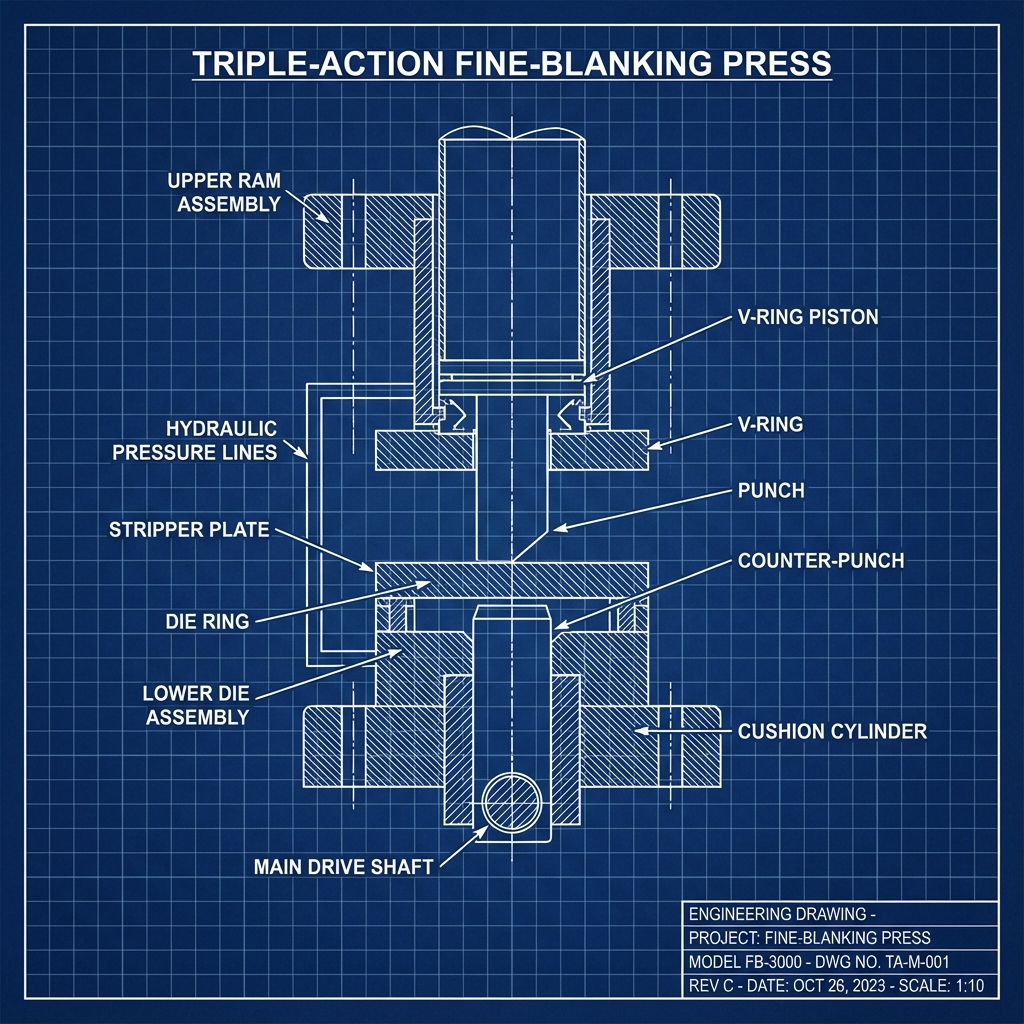
The Triple-Action Difference

FIG 1.2: SHEARED SURFACE FINISH
01
V-Ring Clamping
The unique V-Ring bites into the material before shearing begins, locking it in place to prevent material flow and tearing.
02
Controlled Shearing
Punch and counter-punch work simultaneously with precise clearance (0.5% of thickness), shearing the metal smoothly instead of breaking it.
03
Active Ejection
The part is ejected counter-pressure, ensuring flatness is maintained throughout the cycle.
The Process visualized

Premium Raw Material
High-Tensile Steel Coils

Precision Tooling
Triple-Action Die Sets
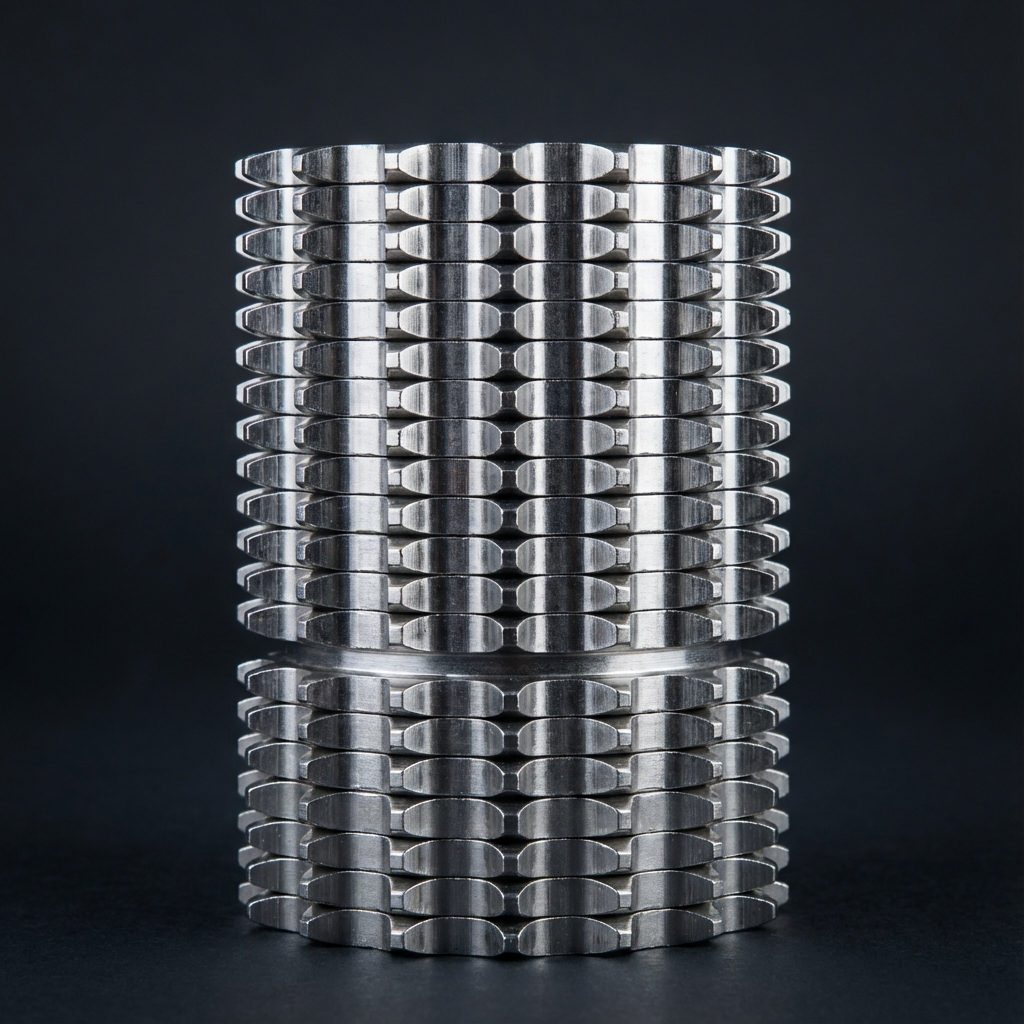
Consistency
Perfectly Flat Stacking

Quality Control
Micron-Level Tolerances
Engineering Specs
| PARAMETER | CONVENTIONAL STAMPING | FINE-BLANKING |
|---|---|---|
| Sheared Surface | 30% (Rough) | 100% (Smooth) |
| Dimensional Tolerance | ± 0.2 mm | ± 0.001 mm |
| Flatness | Needs Machining | Perfectly Flat |
| Secondary Process | Grinding/Shaving Reqd | Ready to Assemble |
| Steel Material | Standard Grade | High-Tensile Alloy |
*Data based on comparative analysis of 420 High Carbon Steel sprockets. Specifications may vary depending on material thickness and grade.